Una tostatrice a letto fluido utilizza il flusso d'aria per "fluidificare" parzialmente o completamente i chicchi, sollevandoli nel flusso d'aria in modo che si muovano come un liquido. I chicchi circolano liberamente nell'aria e quindi tostano in modo uniforme, senza la necessità di pale mobili o tamburo rotante.
Un letto fluido è costituito da particelle solide (in questo caso chicchi) sospese in un flusso ascendente di fluido (in questo caso gas di tostatura). Il flusso d'aria verso l'alto crea resistenza (attrito) contro i chicchi, che aumenta con la velocità del flusso d'aria. Quando il flusso d'aria è abbastanza alto da far sì che la forza di trascinamento diventi uguale al peso dei chicchi, l'intero letto si fluidifica (RG Holdich 2002).
Poiché le tostatrici a letto fluido sono "a passaggio singolo" e l'aria non viene ricircolata, possono richiedere molta energia per funzionare e generalmente richiedono molto più gas rispetto a una tipica tostatrice a tamburo. Il rapporto aria-chicchi in un letto fluido varia da 7,3:1 a 12,8:1, mentre nelle tostatrici a tamburo "una tantum" è di circa 3:1 (Clarke 1987). In altre parole, devi riscaldare molta più aria per arrostire un lotto in una tostatrice a letto fluido. I chicchi di caffè sono difficili da fluidificare e un letto con beccuccio favorisce una migliore miscelazione dei chicchi e quindi, in senso stretto, la maggior parte delle moderne tostatrici a "letto fluido" sono in realtà letti con beccuccio (vedi B e C nella figura sotto), in cui solo una parte del il letto è fluidificato (Schwartzberg 2002). Lo spouting richiede meno gas rispetto alla fluidificazione completa del letto e trasferisce il calore ai chicchi in modo più efficiente (Eggers e Pietsch 2001).
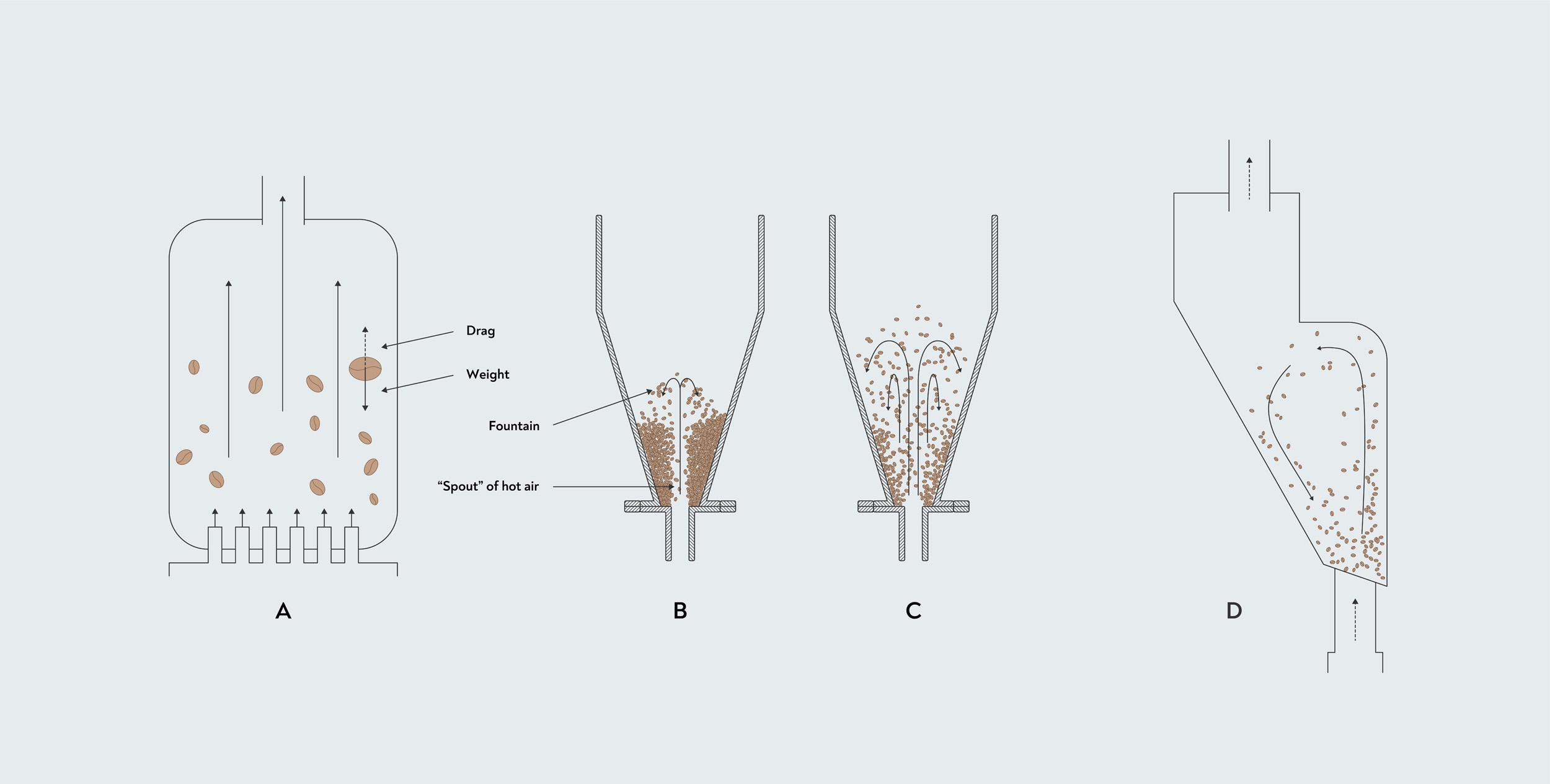 Il diagramma sopra mostra come funzionano le tostatrici a letto fluido e a letto con beccuccio. In un letto fluidizzato (A), l'attrito dell'aria che scorre sui chicchi crea una forza di trascinamento verso l'alto. Quando questa forza è uguale alla forza verso il basso del peso dei chicchi, il letto si fluidifica. In un letto con beccuccio (B), solo la parte del letto attorno al beccuccio è completamente fluidificata, formando una "fontana".
Il diagramma sopra mostra come funzionano le tostatrici a letto fluido e a letto con beccuccio. In un letto fluidizzato (A), l'attrito dell'aria che scorre sui chicchi crea una forza di trascinamento verso l'alto. Quando questa forza è uguale alla forza verso il basso del peso dei chicchi, il letto si fluidifica. In un letto con beccuccio (B), solo la parte del letto attorno al beccuccio è completamente fluidificata, formando una "fontana".